設定エディタとは
Preformには設定エディタと呼ばれる造形の設定を細かく変更できる項目があります。
これは寸法精度や造形の品質に関わる他、設定次第では造形時間等も短くできる様にある程度操作できるようになります。
この設定エディタの使用方法はPreformを起動して左上にある「編集」→「Preform設定エディタ」→「造形設定の作成」→「項目をコピーして編集」にて編集が出来ます。
現在はForm3とForm4の設定を編集する事が可能です、編集できる幅はFormlabs純正レジンの設定をベースとしたものになります。
Form4での設定エディタ解説
Form4はいわゆるLCD系の3Dプリンターと同様の造形方式になります。
設定できる項目はUVの露光強度や時間、ワイパーの動きやXYZの補正係数等が変更できます。
設定画面の上から順に解説をします。
・積層ピッチ 1層辺りの積層厚、 0.0025mm~2mmまで設定可能ですが厚みに応じて露光強度や時間を変える必要があります。
・XYZ軸の補正係数 各軸の伸び率を変えます、例えばX軸の数値を増やすと造形物は横長に引き延ばされた様に造形されます。
・初期レイヤー露光時間 プラットフォームに定着する層の露光時間を設定できます、デフォルトでは3層まで設定がありますが増やす事が可能です。
・外周から名目形状までの間隔 いわゆる造形の太りに対応する項目です、例えば1mmと入力し10mmの造形をすると造形物は8mmになります
・ヒーターの有効無効 通常は有効のままですが、設置環境温度が高すぎる場合には無効にする場合があります。日本では有効のままで大丈夫です。
・レジン温度 デフォルトでは45度ですが設置環境が寒すぎる場合は上げる可能性があります。
・プリント開始温度 プリントがスタートする基準の温度です、設置環境が寒すぎる場合で造形が始まらない際は下げて開始させる方法もあります。
・放射照度 UVの強さです、mw/㎠は、「1平方センチにつき、何ミリワットかを表記しています。
・モデルプリント時のレーザー露光時間 モデルのインフィルに当たる部分の造形を行う時のUV強度です。
・突出部プリント時のレーザー露光時間 突起部分や角の様なパーツを造形する際に設定します、設定を変えると前の層との積層時間差により造形物が太ったり造形出来なくなる場合があります。
・モデル外周部プリント時のレーザー露光時間 シェルに当たる部分のUV強度を変更できます、弱くすると硬化不良が起きたり強すぎると造形物が太る可能性があります。
・サポート材造形時のレーザー露光時間 サポート材造形時のUV強さです、強すぎるとサポート跡が残りやすくなる可能性があり弱すぎると造形物が落下します。
・最上面プリント時の露光時間 オーバーハングや曲面が上面に来る際に設定する可能性があります、後処理時や2次硬化後の質感がべた付いたりして取れない場合に設定します。
・露光による硬化時間 積層面1層辺りに何秒UVを露光するかを決めます、ここまで出てきたUVの強さを変更した場合はこの項目も変更する事となります。
・ミキサーのワイプ動作 積層毎に動作するワイパーの動きを設定します、0が無可動、1が左右に往復、-1が一方方向にのみ動きます。
・ワイピング速度 ミキサーの動作速度です、粘性が高い樹脂を造形する際や造形物に空気が入る際に速度を変えて造形しやすくする場合があります。
・ワイピング壁の接近速度 ワイプの終わり部分の速度です、早すぎるとレジンが跳ねたりします。
・壁からのワイピング距離 一つ上のワイピング壁の接近速度になる範囲です。
・アンチエイリアス機能が有効化されています LCD方式の3Dプリンターでは液晶のピクセルを敢えて半透過させて表面をぼやけさせることで曲面の造形を滑らかにします、この機能のオンオフを設定できます。
設定エディタはFormlabsの材料を基に自由度の高い造形が行える反面プリンターを壊す可能性もあります、パラメーターを変更した際はプリンターの動作音や造形の様子に注視してトラブルの無い様に造形をお願い致します。
設定の変更例
弊社でも設定エディタの活用を始めています、特にXYZの補正係数や外周から名目形状までの間隔を変更してCADデータの寸法と近くする試みを行っています。
Form4のデフォルト設定では1.0005になっていますがこれをXY共に0.950に設定します。
この条件で直径40mmの円形の物を造形すると直径は37.5mmになりました、次に1.1に変更すると今度は42mmになりました。

また、この他にも外周から名目形状までの間隔で変更する事も可能ですが、こちらは大きい造形物の場合前述の補正係数とは違う造形結果となる可能性があります、補正係数はモデル全体の大きさに対する数値ですが名目形状までの間隔はモデルの最外端からの距離が一律の為小さい造形物と大きい造形物ではそれぞれの項目で差が生まれます。
この例としてM30のネジを先の条件でプリントした物と名目形状までの距離を0.2mm(デフォルト0.1mm)に変更した場合の差を比べてみました。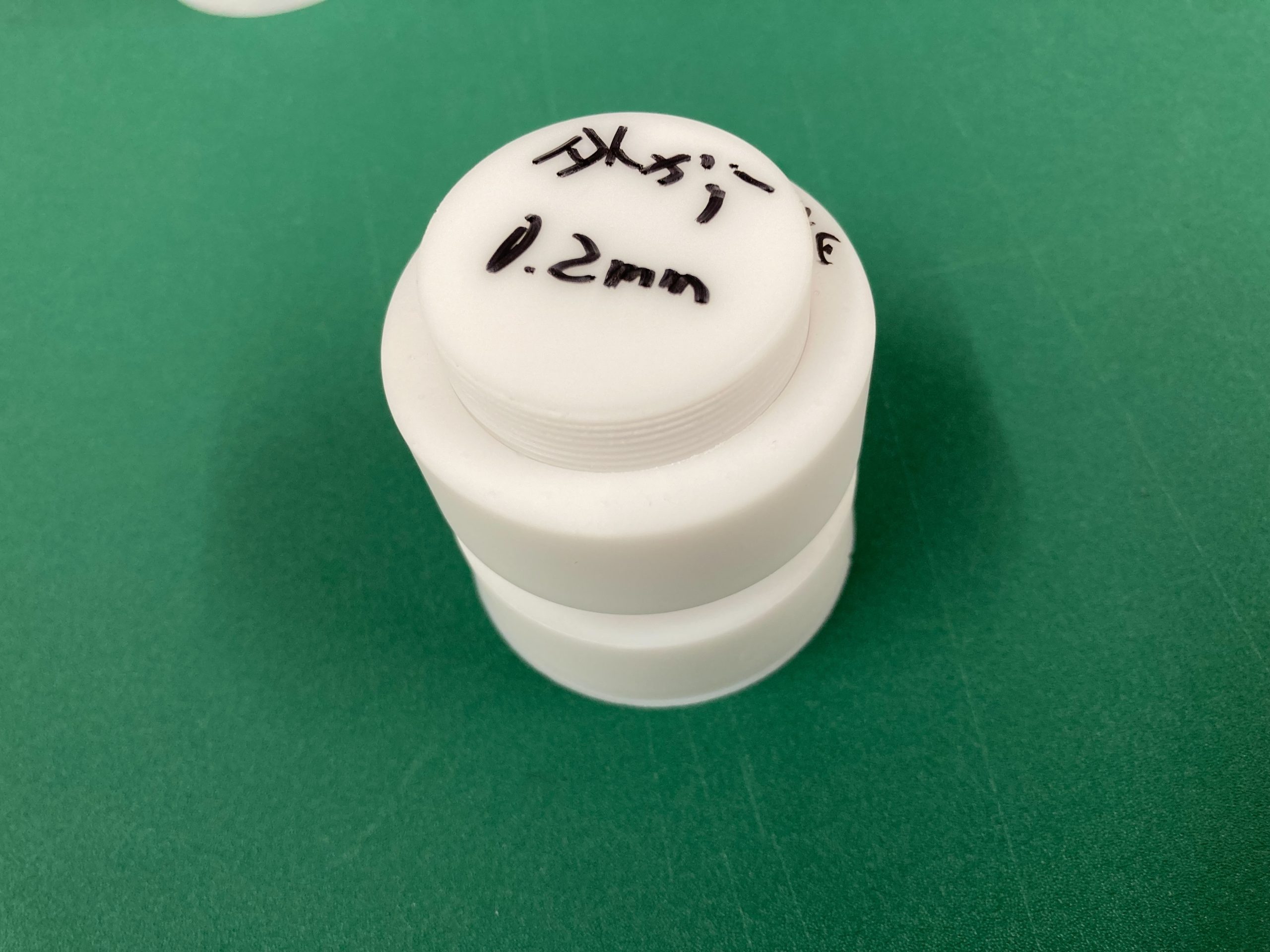

XYの補正係数を変更した物はどちらもネジが回りませんでしたが名目形状までの距離を変更した物はネジがすんなり抵抗なく回りました。
この様に似たような設定項目でも作用する部分が大きく異なったりします、Form4に慣れてきた人は自分が必要としている項目を見つけて今よりも確実な造形を目指してみるのは如何でしょうか?