FUSE1を活用した機械設計
3Dプリンターを購入される方々の多くは3Dプリンターで造形した物を使用して治具や機械パーツを造形しています。
今回はその機械パーツをFUSE1で造形してバレル研磨機を実際に制作した過程を紹介します。
何故バレル研磨機を制作するに至ったかという動機ですが、FUSE1の後加工を行う機械が開発当時はまだ発表がされていなかった為です。
バレル研磨機の仕様定義と設計
バレル研磨機を開発する為にまず仕様を決定する必要がありました、今回はFUSE1の後加工機として使用する事を考えてその造形範囲内の造形物が研磨できる様に仕様を決定します。
FUSE1の造形範囲は165mm四方の高さが約300mmの直方体形状です、実際に造形する物の大きさは15㎝の立方体に収まる様な物が多い為これが入る容器を回転させる機械を目指します。
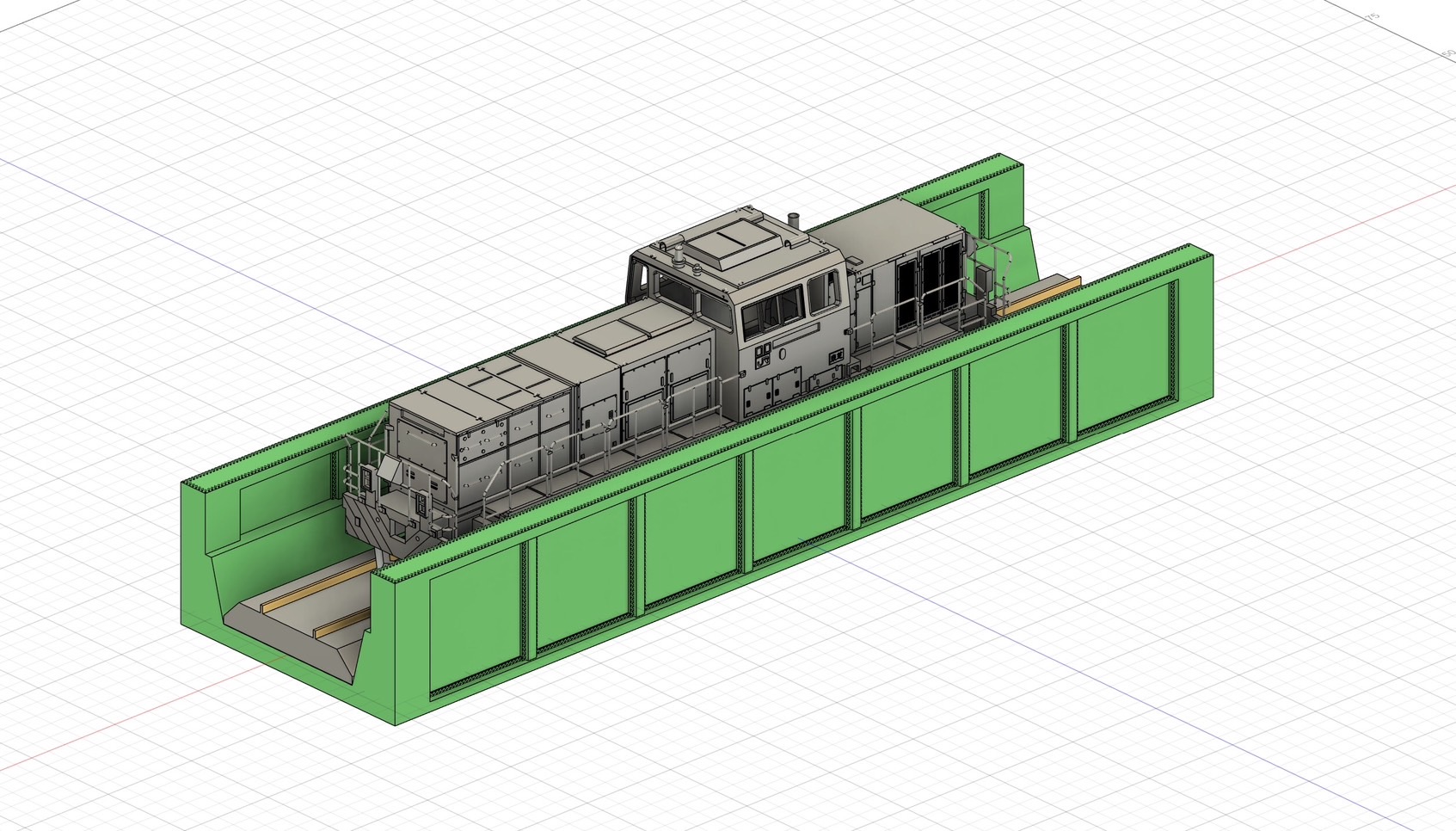
まず容器は直径150mmの高さ190mmの容器と定めて機械本体はこれを2個同時に回転させる機構を持たせます、更にオフィスで使用する事を考え卓上サイズに収まる様本体を奥行400mm×幅200mm×高さ400mmに収まる様設計します。これは一般的なデスクに乗るサイズと容器のサイズを統合的に考え設定した値です。この他電源は100V電源で制作費用を抑えるためにモーターの数は1つとしFUSE1で各種パーツを製造できる様に設計を行った物が下の画像の物になります。
使用パーツの造形
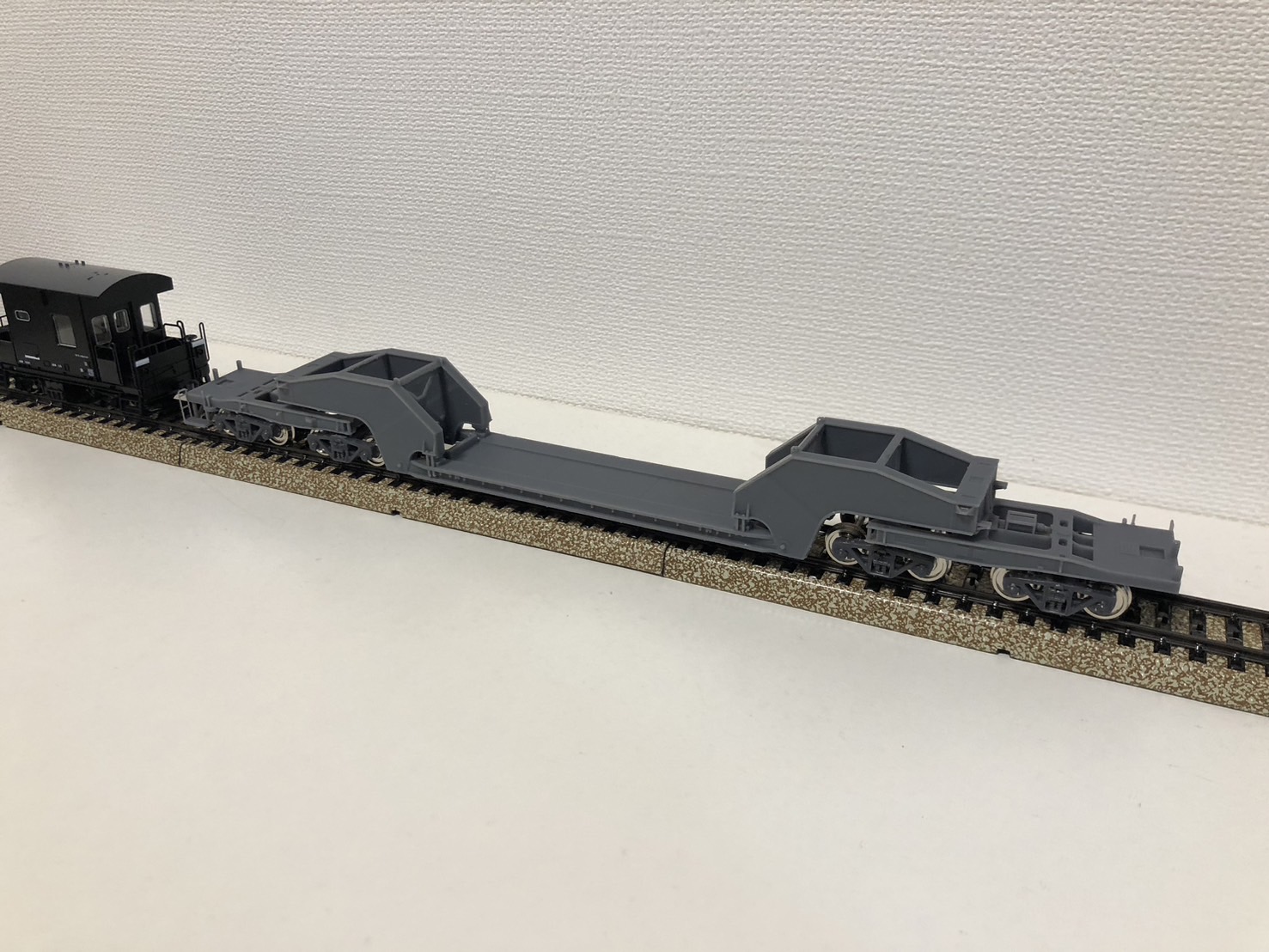
今回はFUSE1を購入した人向けの機械の為必要パーツは殆どFUSE1で造形が出来る様に設計しました。その結果本体はアルミフレームやベアリングやネジとモーターを除いたパーツが3Dプリンターでの造形パーツとなり、最終的には単体パーツの80%以上が3Dプリンター製のパーツとなりました。(ほとんどのパーツがFUSE1、クリアと黄色のパーツがForm3L)
造形の際にはパッキング密度がリサイクル率を上回るように配置し造形後に無駄なパウダーが出ない様に造形を行いました、FUSE1での造形ではこのパッキング率が造形コストに大きく関わりがありパッキング密度が高い程再利用するパウダーが少なくなり後々のリサイクルされたパウダーや造形の品質が良くなります。
組み立てと動作
造形後に仮組み立てを行った写真が下の動画になります。
動作自体は良好でテストとして研摩した硬貨を見ると肝心の研摩性能も十分に発揮されていました。
次回はメディアをFUSEで内製した事例と、そのメディアでバレル研磨された造形物が実際どのような変化があったかを纏めます。